模鍛工藝或模鍛方法與鍛件外形密切相關(guān)����。形狀相似的鍛件,其模鍛工藝及所用的鍛模結(jié)構(gòu)無庸置疑都是基本相同的�。因此����,為了便于擬定工藝規(guī)程,加速鍛件及鍛模的設計工作��,應將各種形狀的模鍛件分類�。目前比較一致的分類法是按照鍛件外形和模鍛時毛坯的軸線方向,把模鍛件分成兩大類�����,即圓餅類和長軸類鍛件����。
***類 圓餅類鍛件
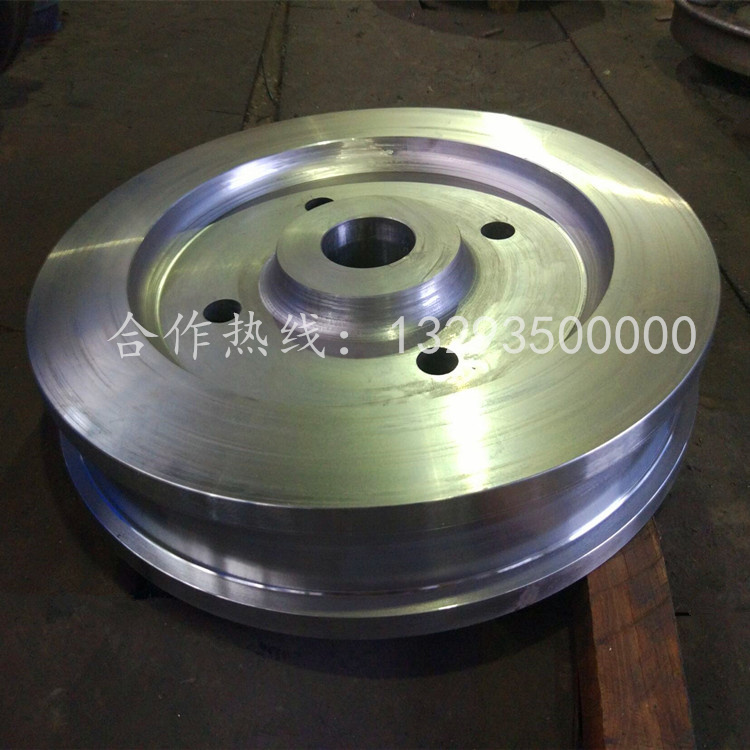
在分模面上鍛件投影為圓形或長寬尺寸相差不大的鍛件,都列入這一類��。模鍛時�����,毛坯軸線方向與打擊方向相同��,金屬沿高度�����、寬度和長度方向同時流動�����。終鍛前通常利用鐓粗坪臺或拍扁坪臺進行制坯�����,以保證鍛件成形質(zhì)量。
這類鍛件的軸線較長��,即鍛件的長度與寬度或高度的尺寸比例較大�。模鍛時,毛坯軸線方向與打擊方向相垂直����,金屬主要沿高度和寬度方向流動,沿長度方向流動很小�。為此,當鍛件沿長度方向其截面面積變化較大時���,必須考慮采用有效的制坯工步���,如拔長、滾擠�����、彎曲工步等�,以保證鍛件飽滿成形。
長軸類鍛件雖然多種多樣�����,但按鍛件外形���、主軸線�、分模線的特征�,可分成四組�。
***組:直長軸線鍛件:鍛件的主軸線和分模線為直線狀,在工藝措施上一般要求拔長或滾擠制坯����。
第二組:彎曲軸線鍛件�����,鍛件的主軸線與分模線���,或二者之一呈曲線狀�。在工藝措施上除了可能要求采用拔長或拔長加上滾擠制坯外,還要加上彎曲或成型制坯�。
第三組:枝芽類鍛件,鍛件上帶有突出的組成部分����,如同枝芽狀��,所以終鍛前除吖能需要拔長或拔長加上滾擠制坯外�����,為了便于鍛出枝芽還應進行成型制坯或預鍛���,也可采取成對模鍛的方法�。
第四組:叉類鍛件,鍛件頭部呈叉狀�����,桿部或長或短���。這兩種情況導致工藝措施各不相同����。若叉類鍛件的桿部較短,除需要拔長或拔長加上滾擠制坯外��,還得進行彎曲制坯�;若叉類鍛件的桿部較長,則無彎曲制坯的必要���,改為采用帶有劈開坪臺的預鍛工步�。


 新聞資訊
新聞資訊 公司新聞
公司新聞