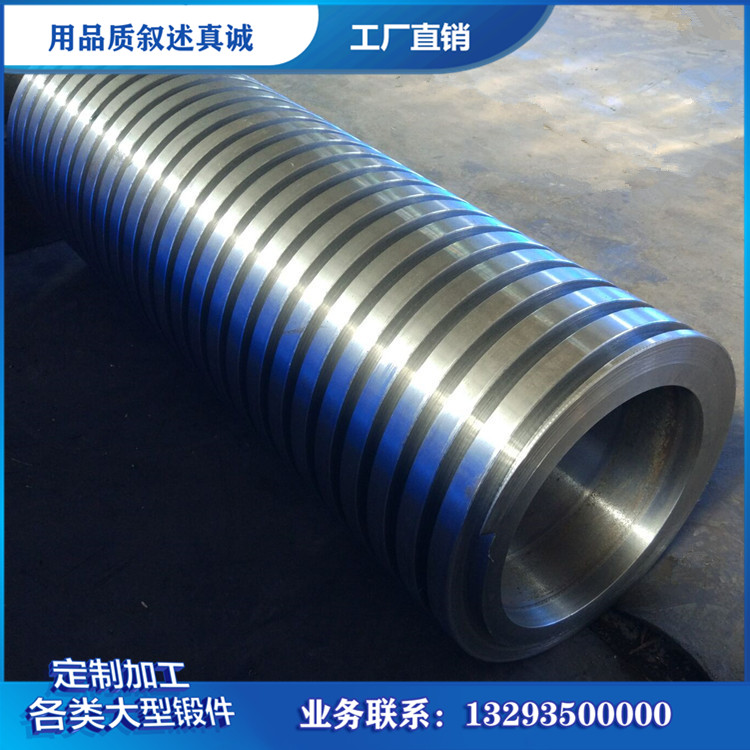
在自由鍛生產(chǎn)過程中����,常見的鍛件主要缺陷有以下方面:
1.橫向裂紋 如為較深的表面橫向裂紋�����,主要是由于原材料質(zhì)量不好,鋼錠冶金缺陷較多而引起的����。并常在鍛造一開始就會(huì)出現(xiàn),一旦發(fā)現(xiàn)就用氧氣吹去���,以免后續(xù)鍛造時(shí)裂紋擴(kuò)大。若是較淺的表面橫向裂紋��,可能是鋼錠皮下氣泡暴露到表面未能焊合而形成的��,也可能是在拔長時(shí)采用的相對(duì)送進(jìn)暈過大所引起的���。內(nèi)部橫向裂紋產(chǎn)生的原因有:冷錠低溫加熱速度過快而引起較大的溫度應(yīng)力����,或在抜長低塑性坯料吋所用的相對(duì)送進(jìn)量太小����。
2.縱向裂紋 在鐓粗或***火拔長時(shí)出現(xiàn)的表面縱向裂紋,除了由于鋼錠冶金質(zhì)量不佳�����,倒棱時(shí)壓下量過大也會(huì)引起。
關(guān)于內(nèi)部縱向裂紋��,裂紋出現(xiàn)在冒口端時(shí)���,是由于鋼錠縮管或二次縮孔在鍛造時(shí)切頭不足而引起�。裂紋如在鍛件中心區(qū)���,則山于加熱未能燒透,中心溫度過低�,或采用上下平砧拔於圓形坯料變形量過大。在拔長低塑性高合金鋼時(shí)��,當(dāng)送進(jìn)***過大或在同一部位反復(fù)翻轉(zhuǎn)拔長����。會(huì)引起十字裂紋。
3.表面龜裂 當(dāng)鋼中銅��、錫��、砷��、硫含量較多及始鍛溫度過高�����,在鍛件表面會(huì)出現(xiàn)龜甲狀較淺的裂紋����。
4.內(nèi)部微裂 由于中心疏松組織未能鍛合而引起���,常與非金屬夾雜并存,也有稱其為夾雜性裂紋��。
5.局部粗晶 鍛件的表面或內(nèi)部局部區(qū)域晶粒粗大���,其原因是���,加熱溫度高���、變形不 均勻,并且局部變形程度(鍛比)太小�����。
6.表面折疊 這是由于拔長時(shí)砧于圓角過小���,送進(jìn)量小于壓下量而造成�����。
7.中心偏移 如坯料加熱吋溫度不均,或鍛造操作時(shí)壓下不均��,均會(huì)導(dǎo)致鋼錠中心與 鍛件中心不重合�����,影響鍛件質(zhì)量����。
8.機(jī)械性能不能滿足要求 鍛件強(qiáng)度指標(biāo)不合格是與煉鋼、熱處理有關(guān)��。而橫向機(jī)械性能(塑性��、韌性)不合格��,則是由于冶煉雜質(zhì)太多或鐓粗比不夠所引起��。


 新聞資訊
新聞資訊 公司新聞
公司新聞